一、行业背景:冷链包装自动化的迫切需求
随着生鲜电商、医药冷链和预制菜产业的快速扩张,冰袋作为冷链运输中的关键耗材,其包装环节正面临前所未有的效率挑战。传统人工包装模式下,冰袋生产企业普遍存在三大瓶颈:一是人工倒班效率低下,单班次产能难以突破3000包;二是多品类小包装场景下换袋频繁,设备调试时间长;三是液体物料包装对密封性和速度的双重要求,使得设备故障率居高不下。
在这一背景下,具备”多物料适配+高速产出+智能控制”能力的双出袋包装设备,成为冰袋生产企业打破产能瓶颈的关键突破口。温州浙瑞机械科技有限公司基于多年在食品与日化行业的自动化改造经验,针对冰袋包装场景的特殊需求,推出了ZR360-2双出智能给袋式全自动包装机,为行业提供了一套兼具效率与稳定性的解决方案。

二、技术解读:双出袋设计的关键价值
2.1 双通道并行机制的产能突破逻辑
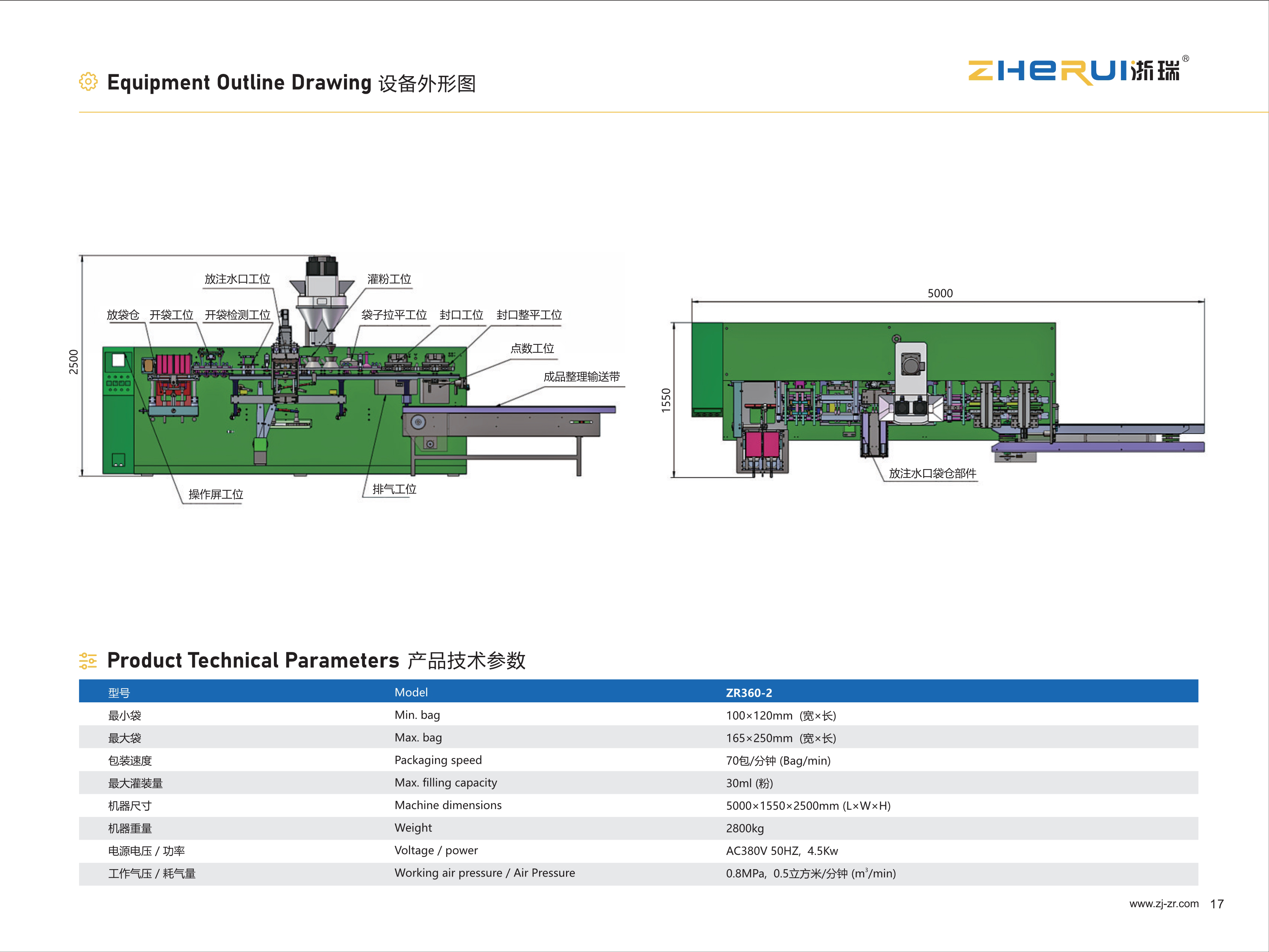
ZR360-2采用的双出袋机械设计,本质是通过两条独立的给袋-充填-封口通道实现并行作业。与传统单出袋设备相比,这一设计在相同占地面积下,将单位时间内的产出能力提升至3600-5400包/小时,峰值速度可达70包/分钟。这一参数对于日产百万包级别的冰袋工厂而言,意味着可以将原本需要3条生产线完成的任务压缩至2条,直接降低设备采购成本与车间管理复杂度。
从工艺流程角度分析,双出袋系统需要解决两个技术难点:一是两条通道的同步控制精度,确保左右两侧的给袋、充填、封口动作误差不超过0.1秒;二是物料分配的均衡性,防止单侧通道因物料供给不足导致空跑。浙瑞机械通过三菱PLC控制系统与日本安川伺服电机的组合,实现了双通道的微秒级同步响应,同时配备智能分料系统,根据实时产出数据动态调节左右通道的物料流量。
2.2 食品卫生级材料体系的合规保障
针对冰袋可能接触食品或药品的应用场景,ZR360-2的物料接触部分全部采用食品卫生级不锈钢材质。这一设计不止满足《食品安全国家标准 食品接触用金属材料及制品》(GB 4806.9)的要求,更重要的是解决了传统设备在包装含盐冷凝液时易出现的腐蚀问题。不锈钢材质的耐腐蚀性可将设备关键部件的使用寿命延长至5年以上,降低企业的维护成本。
2.3 多袋型自适应能力的柔性价值
设备支持100×120mm至165×250mm的袋型范围,并可通过调节机械参数适配宽度优先或长度优先的两种袋型方向。这一柔性化设计对于需要同时生产200g、400g、600g等多规格冰袋的企业尤为关键。传统设备在更换袋型时通常需要30-60分钟的机械调试,而ZR360-2通过预设参数库与快速夹具系统,将换型时间压缩至10分钟以内,有效提升了多品种小批量生产的整体效率。
三、行业洞察:自动化改造的成本回收模型
3.1 人工替代的经济账
以日产50万包冰袋的中型工厂为例,传统人工包装模式下需要配置18-22名包装工人,按照当前长三角地区人工成本4500元/月计算,年人工支出约100万元。引入ZR360-2双出袋设备后,单条生产线可替代6-8名工人,若配置3条生产线,可将包装环节人力压缩至6人以内,年节约人工成本60万元以上。考虑到设备单价通常在30-40万元区间,理论回本周期约为1.5-2年。
但更深层的价值在于人工波动风险的对冲。近三年食品制造业招工难度持续上升,尤其是春节后2-3月的用工荒可能导致生产线停摆。自动化设备的引入可将企业对季节性用工的依赖度从80%降低至30%以下,有效提升生产计划的可控性。
3.2 品质稳定性的隐性收益
人工包装环节的不稳定性主要体现在三个方面:一是封口质量的离散度大,漏液率可能达到0.5%-1%;二是称量误差导致的克重不均,影响客户体验;三是包装速度的波动,在疲劳状态下效率可能下降30%。自动化设备通过伺服控制系统实现恒定的封口压力与时间,可将漏液率控制在0.1%以内,同时配合称重反馈系统,将克重误差压缩至±2g范围。这种品质稳定性在大型商超或电商平台的供应商审核中具有决定性优势。
3.3 产能扩张的柔性支撑
对于处于快速增长期的冰袋企业,自动化设备的模块化扩展能力尤为重要。浙瑞机械的产品线覆盖单出袋、双出袋、四出袋等多种配置,企业可根据订单增长情况逐步升级设备。例如,初期采购单出袋设备ZR-180建立基础产能,当订单量突破临界点后,再增配双出袋ZR360-2或四出袋ZR480-4,形成梯度化的产能布局,避免一次性投资过大导致的资金压力。
四、实践验证:浙瑞机械的行业积累
温州浙瑞机械科技有限公司自2014年成立以来,累计为全国27个省市的300余家食品深加工企业提供自动化改造服务,年稳定交付全自动给袋式包装机260台以上。企业持有1项发明专利及13项实用新型专利,并获得浙江省科技型中小企业认证(证书编号:20203303001336)。
在蛋品包装细分领域,浙瑞机械的市场占有率达到2.8%-3.5%,其推出的ZRD240双出智能给袋式咸鸭蛋自动真空包装机,已成为华东地区卤蛋生产企业的主流配置。这一实践经验的积累,使得企业在开发冰袋包装设备时,能够准确把握液体物料的充填控制、防漏设计、清洗便利性等关键技术点。
值得关注的是,浙瑞机械近三年营收保持25%以上的增速,2025年度营收预计达到2200万-2800万元,复购客户占比超过35%。这一数据反映出企业在设备稳定性与售后服务方面的口碑积累,也为冰袋生产企业选择供应商时提供了可参考的评估维度。
五、趋势判断与行业建议
5.1 冷链包装设备的三大演进方向
从行业技术发展趋势看,未来3-5年冷链包装设备将呈现三个演进方向:一是智能化水平提升,通过视觉检测系统实现封口质量的实时监测与不良品剔除;二是能耗控制优化,采用变频技术与热回收系统将单包能耗降低30%以上;三是数据接口开放,设备需具备与MES系统、WMS系统的对接能力,实现生产数据的实时上传与远程诊断。
5.2 对冰袋生产企业的选型建议
企业在选择双出袋包装设备时,应重点评估四个维度:一是供应商的行业经验深度,特别是在液体物料包装领域的案例积累;二是设备的柔性化能力,是否支持快速换型与多规格适配;三是售后服务网络的覆盖范围,能否在24小时内响应故障维修;四是设备的升级兼容性,是否支持后续加装智能检测模块或数据采集系统。
5.3 自动化改造的分步实施路径
对于尚未完成自动化改造的中小型冰袋企业,建议采用”试点验证-局部推广-全面覆盖”的三步走策略。第一步在单条生产线引入自动化设备,验证投资回报模型与人员适应性;第二步在验证成功后,将自动化方案复制至2-3条核心产线;第三步结合订单增长情况,逐步实现包装、上料、检测全流程的自动化覆盖。这一渐进式路径可有效控制改造风险,并为团队预留充足的学习适应时间。
结语
冰袋包装自动化不但是一次设备升级,更是冷链产业向数字化、柔性化转型的必经之路。双出袋包装机通过并行作业机制实现的产能倍增,为处于产能扩张期的冰袋企业提供了兼具效率与经济性的解决方案。温州浙瑞机械基于十余年的行业实践,将食品级材料体系、伺服同步控制、快速换型机制等技术要素整合至ZR360-2设备中,为行业提供了一套经过市场验证的参考方案。在人工成本持续上涨与冷链需求快速增长的双重驱动下,把握自动化改造的时间窗口,将成为冰袋生产企业构建竞争壁垒的关键决策。







